







Many factors contributed to the Company's liability to achieve such low unit costs. In addition to the economies of operating on a large scale the Company pursued a policy of mechanization and electrification wherever possible, and the operating staff developed many cost-saving improvements. Probably the best-known development to originate at Phoenix was the self-dumping Granby car. Although based on an earlier wooden car, the Granby car in its present form was first introduced in 1905 when twenty 10-ton steel cars were built for use on the main haulage levels.
Another early improvement was the invention of a drill-sharpening machine which eliminated the need for many blacksmiths and forges.
At the smelter, Mr. Hodges invented an automatic furnace charger which greatly reduced the time and manual labour for this operation.
Many factors contributed to the Company's liability to achieve such low unit costs. In addition to the economies of operating on a large scale the Company pursued a policy of mechanization and electrification wherever possible, and the operating staff developed many cost-saving improvements. Probably the best-known development to originate at Phoenix was the self-dumping Granby car. Although based on an earlier wooden car, the Granby car in its present form was first introduced in 1905 when twenty 10-ton steel cars were built for use on the main haulage levels.
Another early improvement was the invention of a drill-sharpening machine which eliminated the need for many blacksmiths and forges.
At the smelter, Mr. Hodges invented an automatic furnace charger which greatly reduced the time and manual labour for this operation.
Much of the heavy equipment used in the mine was manufactured locally and well-equipped machine shops could make or repair almost any part of machinery required.
An extended strike in the coal fields forced a suspension of operations in 1919. With the ore reserves almost exhausted, and with a need for experienced men at Anyox, it was decided to close the mine and smelter permanently. During its twenty years of operation at Phoenix, Granby had the distinction of having mined, at a profit, lower grade ores than had been mined anywhere up to that time.
The success of the operations at Phoenix can, to a large degree, be attributed to the efforts of many highly competent men and women at all levels of the organization and it would be fitting to pay tribute to a few of these at this time.
C.M. Campbell, engineer and superintendent from 1904 to 1919, who went on to manage the Cassidy coal mine for Granby until 1942. The Swanson brothers, John and Steve, and John McLaughlin, all experts in large-scale mining; John Swanson later became superintendent at Anyox and McLaughlin became superintendent at Copper Mountain, Ned Nelson, engineer at Phoenix and Anyox for many years, now lives in retirement in the States.
THE RE-OPENING OF PHOENIX
When the original Phoenix operation closed in 1919 it was estimated that approximately 2,500,000 tons of 1%copper ore remained, of which some 500,000 tons were available. There were also approximately 200,000 tons of material grading 0.65% copper which was not considered to be of ore grade. These reserves were contained in pillars or old stopes which had not been completely mined out at the time the mine closed.
In 1956 Granby began a re-evaluation of the old mine in light of the success of open pit methods at Copper Mountain. Preliminary work indicated that at least 1,300,000 tons of ore were readily available and a 600 ton-per-day concentrator was erected, utilizing equipment from the mill at Allenby. Production began in 1959.

It was soon apparent that a considerably greater tonnage was available and the mill capacity was increased to 900 tons per day the following year. Subsequent exploration added to the reserves and the capacity was increased to 1900 tons per day by 1964 and to its present rated capacity of 2750 tons per day in 1972.
The mining, by open pit methods, of an ore body substantially mined out by underground methods has presently many unique problems.
It has always been impossible to calculate 'proven' ore reserves and over the years an empirical method of estimated 'indicated' ore reserves has been developed, based on plans and sections drawn up prior to 1919.
Plans and sections are continually being revised as further information is being obtained through diamond drilling, geological mapping, and experience gained as mining progresses; for example, some of the older stopes had been back filled with low-grade materials which is ore by today's standards. Arbitrary grades are assigned to 'ore-in-place' and 'ore-in-fill' and revised as necessary to correlate volumes of material mined with actual mill results.
THE MINERAL DEPOSIT
The ores of the Phoenix mine occur as blebs and disseminations of chalcopyrite in a chlorite-epidote skarn rock. The skarn and the copper minerals are localized near the base of an impure limestone sequence in the Brooklyn formation, above a well defined argillite foot-wall. The thickness of mineralization varies from a maximum of about 200 feet to a few feet at the limits of mining. The ore beds have a general inclination to the east, but slopes vary and faulting on north-south lines have produced irregularities. The orignal outcroppings have been removed and present mining has been carried downward beneath younger Tertiary sediments and volcanics which lie unconformably above the Brooklyn formation and cut off the ore beds in the north-east section.
The thick zone of mineralization, which has constituted the main ore mass, appears to be localized by the fault system and increased limestone impurity and skarn formation. No igneous source rocks for the mineralization are exposed but it is assumed that deep seated granitic intrusions under the mine area have produced the mineral-bearing and skarn-forming emanations conducted by the fault channelways to the favourable facies change in the Brooklyn limestone.
The mine was originally opened as an underground operation and although some surface mining was done it was essentially an underground mine up to the shut-down in 1919. The recent revival of the mine has been entirely as an open pit, which has removed lower grade ores along with floors and back fill and pillars of good ore left for support by the underground miners. The concentrator is located close to the pit at the elevation of 4500 feet above sea level. Mining has been carried out from 600 feet above the concentrator level at the south end to 200 feet below the concentrator level in the deepest part of the pit. The existing pit is about 2500 feet by 1400 feet in surface dimension. Barren waste piles from the relatively high stripping ratio are clustered around the rim of the pit. Concentrator tailings are deposited in a basin created by damming off the head of Twin Creek below the concentrator.
The principal mineral recovered at Phoenix is the copper iron sulphide chalcopyrite. With it important amounts of gold and silver are also saved. The ore reserve estimate at 1 January is: Ore in place in pit, 1,379,600 tons at 0.80% copper; marginal ore stockpiled, 3,712,000 tons at 0.40% copper.
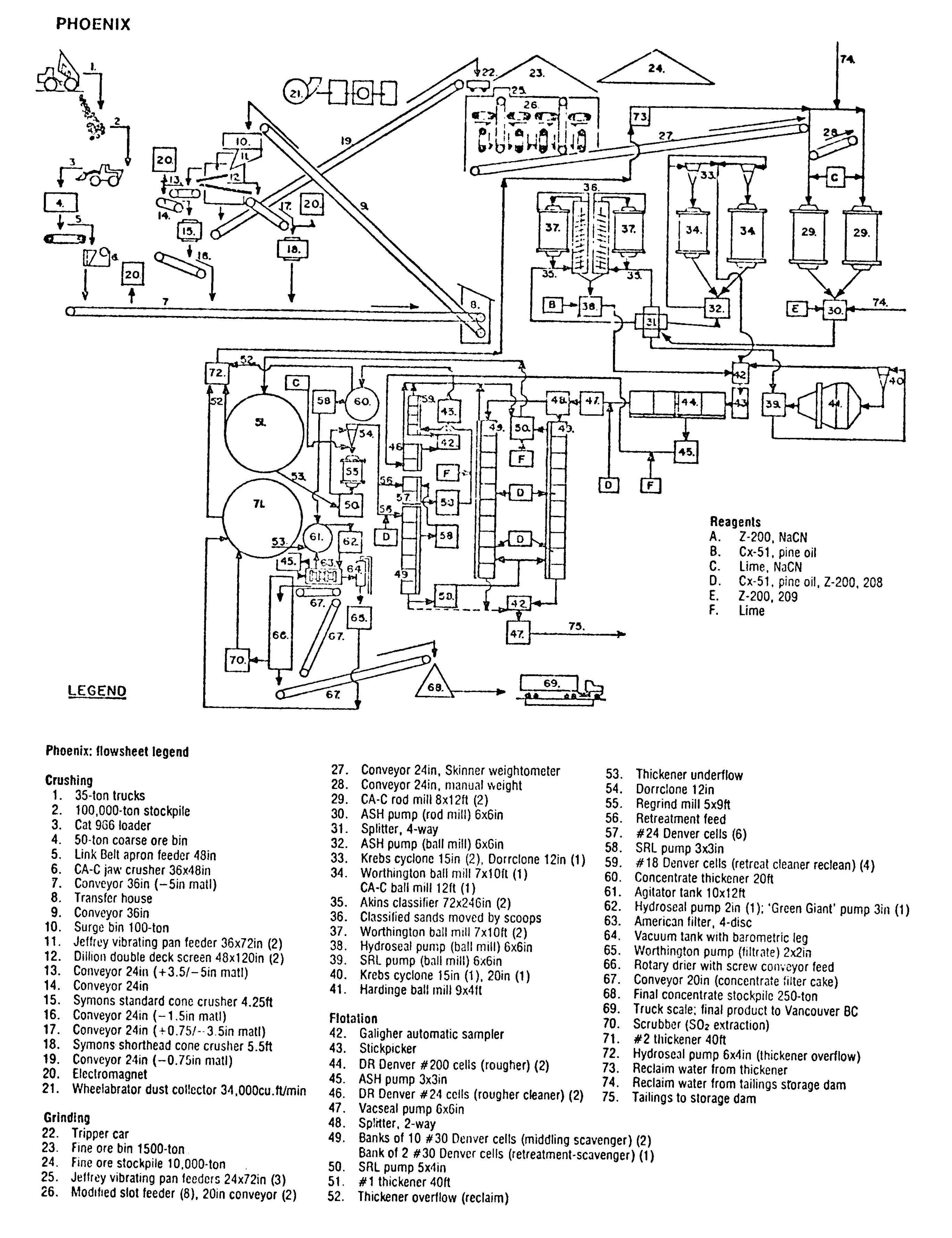
CRUSHING AND CONCENTRATING
Ore is delivered from the pit to a jaw crusher set at 5-in, from which the product is conveyed to two double-decked screens to provide a +3.5-in feed for a 4.25-in standard cone crusher in open circuit, and -3.50/+0.75-in feed for a 5.5-in shorthead cone crusher operating in closed circuit to produce -0.75-in mill feed at a rate of 200 tons/hour.
In the 2800-ton/day concentrator, the grinding circuit comprises two open-circuit rod mills, each with 400-hp motors, discharging to a distributor splitting proportionately to five parallel ball mill circuits operating in closed circuit with cyclone classifiers to produce flotation feed screening about 55% of -200 mesh at a dilution of 38% solids.
Flotation roughing is accomplished in a single bank of 200-cu. ft cells, followed by two parallel banks of 100-cu. ft scavenger cells. Though the flotation circuit is designed to allow a great deal of flexibility in flow, to accomodate variations in the characteristics of the mill feed, rougher concentrates normally receive a single stage of cleaning, whereas scavenger concentrates and cleaner tails are subjected to multi- stage cleaning after thickening and regrinding to 87% of -325 mesh.
This particular scheme is depicted in the flowsheet. The tailings from the middlings retreatment bank may be discarded to waste or recirculated to the scavengers at the option of the operator.
Final concentrates are thickened, filtered, and dried to 7% moisture in the conventional way.
PHOENIX: Concentrator statistics Milling data for the 12-month period ending 30 September 1973
Total mill feed: 994,136 tons 0.56% Cu
Concentrate produced: 18,011.9 tons
26.43% Cu Overall copper recovery: 86.27%
Power consumption (excluding crushing) 13.11 kWh/ton
Material consumption (lb/ton milled)
Grinding rods (3.5 in)..................0.8
Grinding balls (2 in).....................0.7
Reagent consumption (lb/ton milled)
Lime (CaO)..................................0.966
Collector
Amy1 xanthate..........................0.011
Z-200........................................0.017
Aerofloat 208.............................0.005
Frother (pine oil)..........................0.016
Flocculant
(Separan Ap- 30)..............0.0001
Mineral processing personnel
(crushing and concentrating)
| Hourly Rated | Staff |
Operators......................21 -
Maintenance....................8 -
Crusher lead hand...........1 -
Meta1lurgy/assaying........8 -
Superintendents
and assistants..................- 3
......................................38 5
Processing operating costs
Unit costs, c/ton mill feed
Operating labour.........................13.1
Maintenance labour & supplies...13.8
Power..........................................11.8
Operating supplies......................25.5
Metallurgy and assaying.............11.0
Supervision.................................3.8
Total mineral processing
operating costs, c/ton milled.......79.0
The accompanying diagram shows the crushing, grinding, and concentrating' circuits in the Phoenix plant.